Maximální napětí systému: 1500V
Maximální proud systému: 15-16A
Rozsah tolerance: 0~5W
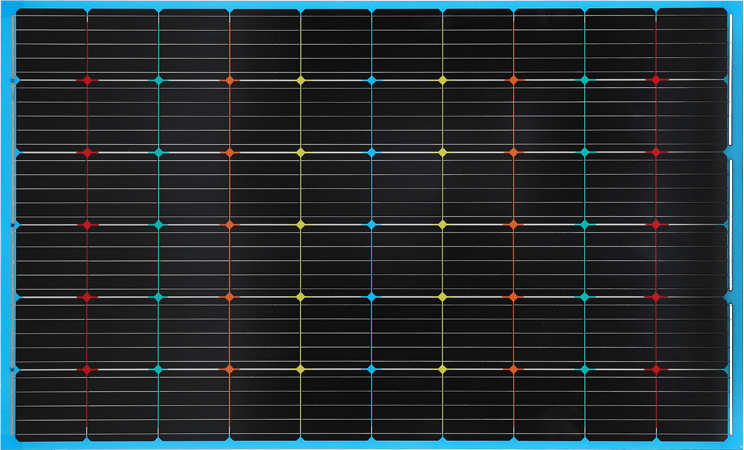
Ve skutečnosti, barva PV solární panel je podstatně ovlivněn sametem, včetně květu, červené a některých jin a jang švihnutí.
Červené vločky jsou v podstatě způsobeny nízkým množstvím texturovací koroze. Poškozená podkasta křemíkového plátku však nebude zcela odstraněna a po potažení PE bude mít celkově červenou barvu, pokud je množství texturovací eroze nižší než 3.
Takzvaný květový odštěpek je způsoben nepřiměřeným množstvím texturovací eroze. Obecně řečeno, když je kvantum eroze textury pokročilé než 4,5, křemíkový plátek je původní k leštění, buňka pokrytá kobercem je světlá a hranice zrn jsou také poměrně výrazné.
Pro odpady jin a jang to lze rozdělit do následujících dvou situací, jednou je situace absorpce a druhou je divagace erozního kvanta mezi každou stopou.
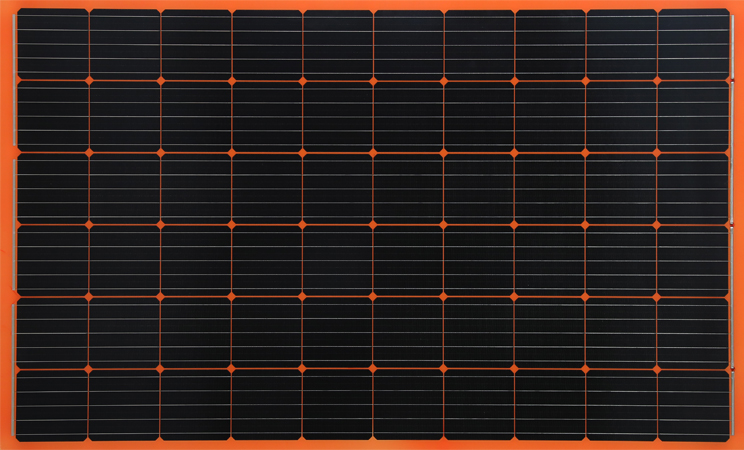
Problém absorpce je způsoben vlivem polohy předních a zábranových nárazníků a čelního zámotku během výrobního procesu. Když křemíkový plátek vstupuje do texturovací nádrže, existuje časový rozdíl mezi chemickou kapalinou a křemíkovým plátkem. Tímto způsobem je erozní kvantum oblasti, kde křemíkový plátek poprvé spojuje chemickou kapalinu, nutně pokročilejší než oblast, která spojuje chemickou kapalinu později. Rozdíl v množství eroze nevyhnutelně povede k nekonzistentnímu semišovému efektu na povrchu křemíkového plátku a po potažení PE bude určitý barevný rozdíl. Aby byl zajištěn absorpční efekt, je třeba aklimatizovat přerušovače a přepážky texturovací nádrže. Pro články z polykrystalického křemíku je nejběžnější barva tmavě modrá a monokrystalický křemík je černá.
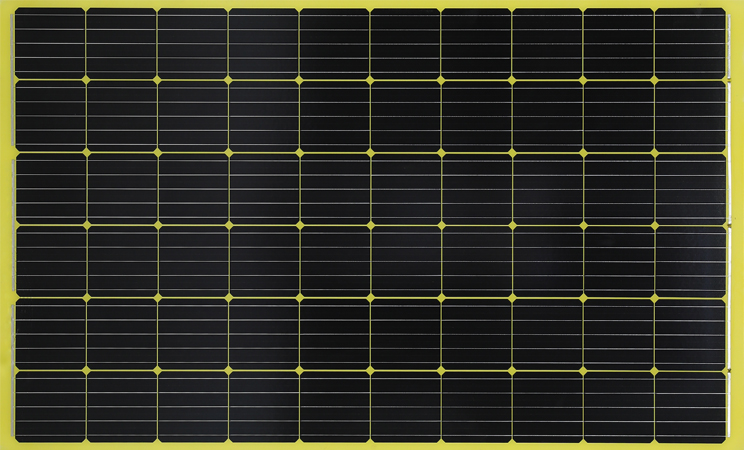
Prostřednictvím přizpůsobení procesu lze efektivně odpovědět na níže uvedený problém s různobarevností. Pokud jde o celkový vzhled fotovoltaických solárních panelů dobré kvality, barva obličeje článků ve stejné dávce modulů by měla být neměnná, bez výrazných barevných rozdílů, rozbité mřížky, poškození deformací, oxidačních skvrn pájených spojů a dalších zázraků. Každý řetězec článků a spojovacích proužků v modulu jsou úhledně svařeny, při svařování nedochází k žádnému divagování, vzdálenost mezi řetězci článků je neměnná, nedochází k žádnému výraznému divagování a nedochází k žádnému hromadění a oxidaci bubnu na přední straně svařovacího pásu. V těsnící podkastě modulu nejsou žádné bubliny ani delaminace, vrstvy jsou čiré a průhledné a venku není žádná špína ani pestrobarevnost. Kromě toho by hliníkový rám modulu měl být čistý a bez erozí a rozhraní by mělo být kompaktní bez výrazných mezer, ostrých hran, otřepů a silikonových těsnění. Okraje by měly být skutečně a nemělo by tam být žádné původní nahromadění cementu, spojovací krabice by měla být snadno označena, přilnavost by měla být pevná a přezky by měly být úplné a pevné.
Maximální napětí systému: 1500V
Maximální proud systému: 15-16A
Rozsah tolerance: 0~5W
Maximální napětí systému: 1500V
Maximální proud systému: 15-16A
Rozsah tolerance: 0~5W
Maximální napětí systému: 1500V
Maximální proud systému: 15-16A
Rozsah tolerance: 0~5W
Maximální napětí systému: 1500V
Maximální proud systému: 15-16A
Rozsah tolerance: 0~5W

Maximální napětí systému: 1500V
Maximální proud systému: 15-16A
Rozsah tolerance: 0~5W

Maximální napětí systému: 1500V
Maximální proud systému: 15-16A
Rozsah tolerance: 0~5W
Maximální napětí systému: 1500V
Maximální proud systému: 15-16A
Rozsah tolerance: 0~5W

Maximální napětí systému: 1500V
Maximální proud systému: 15-16A
Rozsah tolerance: 0~5W
Jiaxing Fuying Composite Materials Co., Ltd. is Čína výrobci PV solárních panelů, Jsme stoprocentně vlastněnou dceřinou společností ZHEJIANG DECENT NEW MATERIAL CO., LTD. se základním kapitálem 200 milionů juanů.
č. 222 Fengqi Middle Road, zóna ekonomického rozvoje, město Tongxiang, provincie Zhejiang
Copyright @ 2021 Jiaxing Fuying Composite Materials Co., Ltd. Všechna práva vyhrazena
